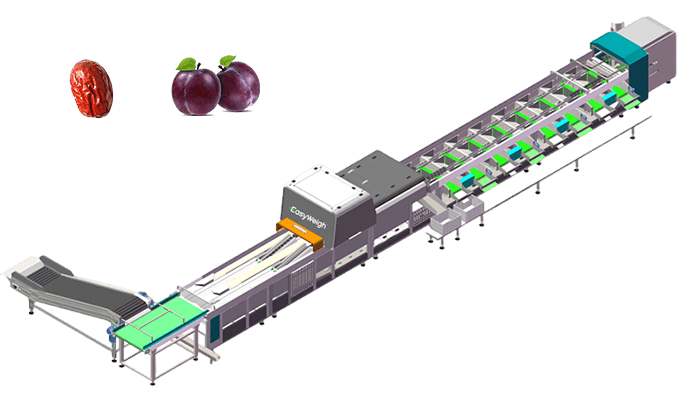
Industrial sorting processes have been significantly enhanced by the introduction of vision-based systems. An optical sorting machine provides a non-contact method for inspecting and categorizing products based on multiple characteristics simultaneously. This technology offers a substantial upgrade over traditional methods, delivering improvements in quality control and operational efficiency. For a company like WEIGHT SORTING, integrating this advanced equipment translates to higher product integrity and more consistent output for clients.
Superior Defect and Foreign Material Detection
A primary advantage of an optical sorting machine is its ability to identify subtle imperfections that are invisible to the human eye. Using high-resolution cameras and specialized lighting, the system can detect discolorations, scars, and shape anomalies on individual items. Furthermore, it reliably identifies and removes non-product elements like plastic, stone, or metal from the production line. This capability is critical for WEIGHT SORTING to maintain strict food safety standards and protect brand reputation.
Consistent Quality Standardization
Beyond simple defect removal, this technology enables precise quality grading. The system can be programmed to classify products into multiple tiers based on color, size, and structural integrity. This ensures every batch meets exact customer specifications for premium, commercial, or processing grades. The objective data provided by the optical sorting machine eliminates human inconsistency, allowing WEIGHT SORTING to guarantee a uniform quality standard across all shipments.
Enhanced Operational Throughput and Yield
The implementation of an optical sorting machine also drives tangible economic benefits. Operating at high speeds, these systems process volumes far exceeding manual sorting lines, thereby increasing overall throughput. The accuracy of the ejection mechanism minimizes false rejects, ensuring more saleable product reaches the packaging stage. This combination of speed and precision directly boosts yield and reduces waste, improving the return on investment for processing facilities.
The deployment of an optical sorting machine introduces a layer of objective, data-driven scrutiny to production lines. Its capacity for detailed inspection, consistent grading, and efficient operation makes it a valuable asset in modern manufacturing and processing. For specialists like WEIGHT SORTING, leveraging this technology is a direct contribution to client success, ensuring the delivery of superior products in a competitive market.